
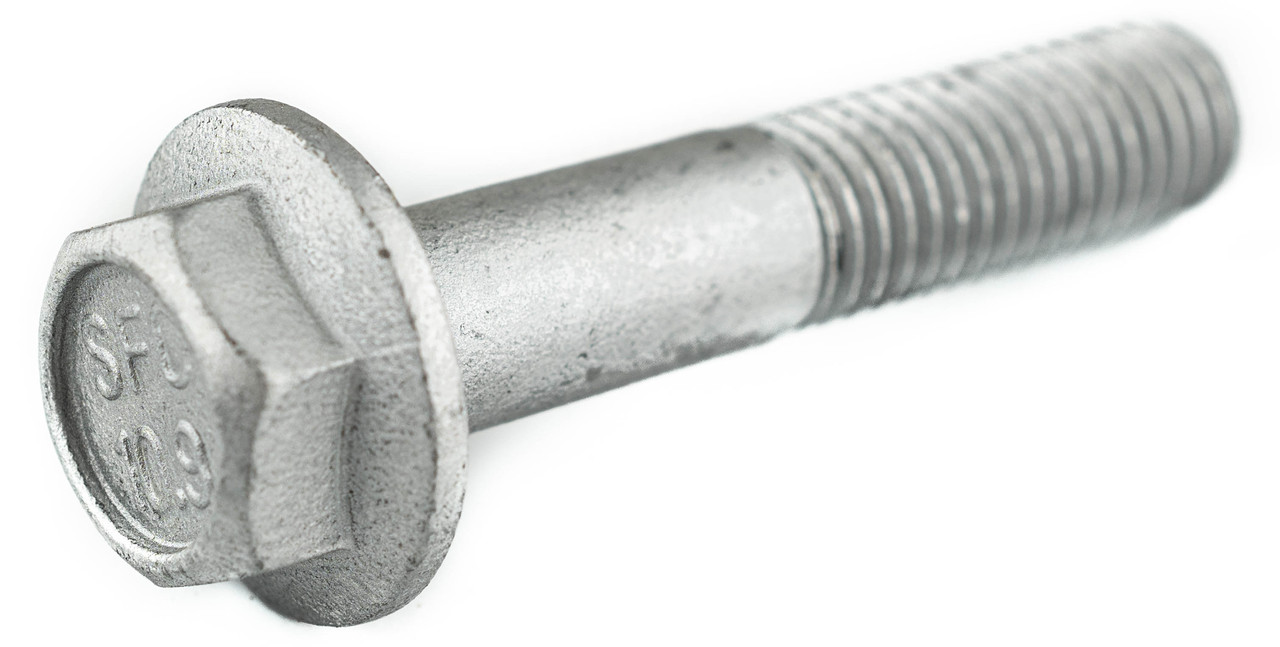
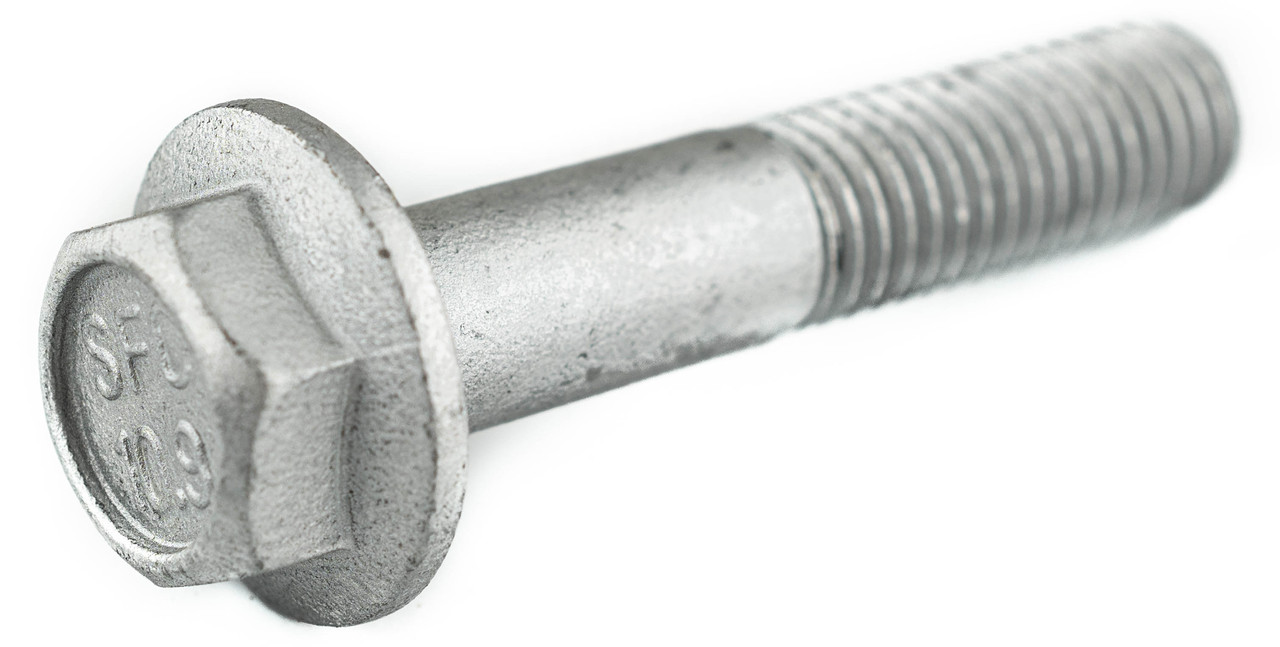
Болт високоміцний нержавіючий М10х100 мм з фланцем Dörken DIN 6921 клас 10.9




- В наявності
- Оптом і в роздріб
- Код: 10555
55,55 ₴
Показати оптові ціниМінімальна сума замовлення на сайті — 500 ₴
- +380 (67) 606-36-30Київстар
- +380 (44) 344-21-96Міський
- +380 (93) 218-38-84Viber (тільки для повідомлень)
Болт з нанесеним захисним антикорозійним покриттям від виробника Dörken Systeme GmbH & Co Німеччина 🇩🇪
Завдяки покриттю Dörken MKS® витримує більше 720 годин сольового туману без прояву слідів корозії, що дорівнює терміну 20-25 років в умовах міста.
Опис фланцевого болта DIN 6921:
Болт з фланцем класу міцності 10.9 відноситься до типу високоміцного кріплення, що відповідає стандарту DIN 6921. Відмінною особливістю від болта з нержавіючої сталі А2 є підвищений клас міцності (у виробів з нержавіючої сталі він дорівнює приблизно класу міцності 5, проти 10.9 у кріплення з високоміцної сталі з антикорозійним покриттям Dörken MKS). Застосовується у випадках, де необхідно домогтися як високих кріпильний властивостей, не допустивши руйнування конструкції, при цьому зберігши високу антикорозійну стійкість.
Про технологію Dörken MKS:
Зростаючі вимоги до рівня довговічності і корозійної стійкості машин і будівельних конструкцій призводять до появи більш досконалих методів і технологій захисту поверхні від руйнівного впливу навколишнього середовища і агресивних експлуатаційних умов. Відомо, що одним з найбільш ефективних і дешевих способів досягнення цієї мети є нанесення захисних покриттів. Історично, в світовій практиці склалося так, що покриття на основі цинку набули найбільшого поширення через оптимального співвідношення вартість / захисні властивості. Цинк, володіючи великим негативним (на 0,2-0,3 мВ) електродним потенціалом, ніж залізо (сталь), при впливі агресивних середовищ (електроліт) повільно розчиняється в процесі протікання електрохімічних реакцій призводять до постійного оновлення захисних пасивних плівок, захищаючи, тим самим, основний матеріал кріплення вироби. Таким чином, цинкове покриття здійснює не тільки бар'єрну, але і катодний захист. Сьогодні в світі існує кілька видів технологій нанесення захисних цинкових покриттів. Поряд з давно зарекомендувала себе технологією гальванічного оцинкування, існують і ряд інших, таких як гаряче, термодифузійне, механічне оцинкування. У цій статті ми постараємося познайомити читача з найбільш прогресивної і ефективною технологією нанесення захисних дисперсних цинкових антикорозійного покриття Dörken MKS® на кріпильні вироби нарізного типу.
Технологія нанесення і самі покриття розроблені фірмою Dörken MKS-Systeme GmbH & Co. KG. Покриття Dörken-MKS® відносяться до типу неелектролітіческіх покриттів з використанням дрібнодисперсного цинку і електропровідного сполучного. Цинк в даних покриттях представлений у вигляді ламелей (лусочок) товщиною в кілька десятих часток мікрона, з шириною (довжиною) складової 20-30 мкм. Кожна антикорозійна система покриттів Dörken-MKS® складається з базового шару і додаткового ізолюючого шару.
Базовий шар - це електропровідний матриця неорганічного походження, заповнена паралельно розташованими лусочками цинку.
Базовий шар, завдяки електропровідності і наявності дисперсного цинку, здійснює катодний захист матеріалу кріпильного виробу. І навіть при зовнішньому механічному пошкодженні покриття, спочатку піддається корозійному руйнуванню дисперсний цинк, і тільки потім починає коррозувати безпосередньо матеріал кріплення. Базовий шар має стійкість до органічних розчинників (при застосуванні без додаткового шару). Має сріблясто-сірий колір. Товщина базового шару знаходиться в діапазоні 5-10 мкм. Додатковий захисний шар - це покриття на органічній або неорганічної основі, нанесене на базовий шар Dörken-MKS® або гальванічне цинкове покриття. Цей додатковий шар поряд зі збільшенням антикорозійного захисту металевих кріпильних виробів створює нові властивості покриття - фрикційні, пружно-пластичні, теплові, хімічно стійкі, механічні, декоративні та ін. Товщина додаткового шару може перебувати в діапазоні 1-10 мкм.
Певне поєднання базових і додаткових шарів утворює спектр високоефективних антикорозійних систем покриттів Dörken-MKS® для кріпильних виробів. Таким чином, можна завжди підібрати покриття або систему покриттів, які максимально відповідають експлуатаційним умовам і вимогам споживача.
|
Випробування впливом нейтрального сольового туману. Зразки через 720 годин випробувань. |
|
|
Без покриття |
Електричний цинк |
|
Гарячий цинк |
Dörken-MKS® |




Переваги покриттів Dörken-MKS® говорять самі за себе:
- Високоефективний катодний захист від корозії. Даний захист реалізується за рахунок ламелей дисперсного цинку, що володіють великим негативним електричним потенціалом, в порівнянні зі сталлю і електропровідний основи.
- Виключені шкідливі речовини: хром (VI), нікель, кадмій, свинець, молібден. У зв'язку з постійно зростаючими вимогами екологічної та хімічної безпеки при виробництві, нанесенні і застосуванні покриттів Dörken-MKS® повністю виключені шкідливі речовини, зазначені в технічному регламенті Євросоюзу REACH (реєстрація, випробування, експертиза, обмеження) №1907 / 2006 і переліку небезпечних речовин Європейського Хімічного Агентства (ЕХА). Через це дуже гостро стоїть питання про відповідність українською промислової продукції міжнародним стандартам. Якщо підприємства відмовляться або не зможуть дотримуватися норм і правил REACH по всьому циклу виробничого ланцюжка, то доступ для українського експорту на ринки країн Євросоюзу буде закритий.
- Мала, в порівнянні з гарячим цинком, товщина шару покриття, що виключає необхідність спеціальної підготовки різьбових частин сполучених кріпильних виробів, дозволяє покривати кріплення практично всіх розмірів.
- Не впливає на механічні властивості покриваються виробів через невисоку, порівняно з гарячим цинком (450-550 °C), температури випалу <250 °C.
- Виключає наводоражіваніе (насичення воднем) поверхневого шару виробів з високоміцних сталей. Використання гальванічних покриттів для кріпильних виробів високої міцності пов'язане з ризиком виникнення крихкого руйнування як результатом водневого насичення, що є неминучим супутнім ефектом гальванічного процесу. Водень викликає передчасне крихке руйнування високоміцних легованих сталей і виробів з них, і в першу чергу за рахунок зниження ударної в'язкості (ГОСТ 9454-70). Для усунення цього негативного явища кріплення піддають спеціальній термообробці (відпалу). Дуже важко підібрати оптимальний режим відпалу через те, що високоміцний кріплення виготовляють з різних марок сталей. Повну гарантію надійності високоміцних кріпильних виробів, ймовірності крихкого руйнування і одночасно корозійну стійкість можна забезпечити тільки використовуючи метод, відмінний від гальванічного методу нанесення захисних покриттів. Технологія нанесення покриттів Dörken-MKS® - це неелектролітіческіх процес.
- Стійкість до органічних розчинників, кислот, лугів. Базові шари стійкі до органічних розчинників, а також мастил, бензинів. Системи очищення підприємств (базовий шар + додатковий шар) стійкі до кислот, лугів, чистячих засобів.
- Витримує від 6 до 10 циклів закручування нарізного сполучення на граничних моментах .
- Максимальна постійна температура застосування до 200 °C .
- Підходить для гнучких і пружних елементів , таких як пружинні шайби, шайби Гровера, кручені і тарілчасті пружини і т.д. за рахунок еластичності.
- Дозволяє регулювати коефіцієнт тертя в різьбовому з'єднанні в межах µ = 0,09-0,18 за рахунок інтегрованої в базовий або додатковий шари твердого змащення. Ця перевага дозволяє мати поряд з високоефективної антикорозійним захистом, стабільний коефіцієнт закручування кріпильних виробів, що дуже важливо для якісного монтажу відповідальних металоконструкцій та інших з'єднань.
- Можливість вибору кольору покриття . Дана властивість реалізується за допомогою додаткових шарів. Є широка гама кольорів. Можливо покриття виробів з алюмінію і сплавів, нержавіючої сталі.
Нанесення покриттів проводиться на автоматизованих лініях.
Технологія нанесення покриттів Dörken-MKS® включає в себе чотири основні етапи:
ПІДГОТОВКА. Поетапна промивка в водних розчинах миючих засобів з наступною дробеструйной обробкою для активації поверхневого шару виробів.
НАНЕСЕННЯ ПОКРИТТЯ. Цикличное занурення виробів в розчин з наступним центрифугуванням. Методом центрифугування видаляються надлишки розчину на виробах.
термічна обробка. Попередній підігрів до температури 60-80 °С. Витримка покритих виробів в прохідній печі при температурі 180-250 °С.
ОХОЛОДЖЕННЯ. Примусове охолодження, вивантаження.

Але найголовнішим властивістю будь-якого покриття є корозійна стійкість. Оцінюючи корозійну стійкість покриття Dörken-MKS® за методом впливу нейтрального соляного туману в спеціальних камерах (КСТ) відповідно до вимог ASTM (Американське суспільство по випробуванню матеріалів) B117 / DIN 59021 і аналізуючи значення за вимогами DIN 50961, отримані порівняльні дані:
| № | Найменування покриття | Час до появи корозії, годину | Орієнтовний ресурс використання покриттів в умовах міста, рік |
| 1 | Електричний цинк + хроматирование, 5 мкм | 40-45 | 2-3 |
| 2 | Електричний цинк + хроматирование, 8 мкм | 100-120 | 3-4 |
| 3 | Гарячий цинк, 40-60 мкм | 380-400 | 10-12 |
| 4 | DELTA-PROTEKT KL100 (базовий шар), 5 мкм | 400-450 | 10-12 |
| 5 | DELTA-PROTEKT KL100 (базовий шар), 5 мкм + DELTA-SEAL (додатковий шар), 1 мкм | 700-750 | 20-25 |
Дані, наведені в таблиці, показують, що покриття Dörken-MKS® перевершують по корозійної стійкості всі традиційні види покриттів.
Технічні характеристики:

| Основні | |
|---|---|
| Виробник | Dörken |
| Країна виробник | Німеччина |
| Призначення болта | Машинобудівний |
| Форма болта | З шестигранною голівкою і фланцем |
| Матеріал болта | Сталь загартована |
| Покриття | Цинк гарячий |
| Клас міцності | 10.9 |
| Метрична різьба, М | 10 мм |
| Крок різьби | 1.5 мм |
| Діаметр головки | 22.3 мм |
| Висота головки | 9.2 мм |
| Ширина головки | 16.5 мм |
| Довжина болта | 100 мм |
| Мінімальна температура навколишнього середовища | -100 град. |
| Максимальна температура навколишнього середовища | 400 град. |
| Наявність гайки | Ні |
| Розмір під ключ | 15 мм |
| Стан | Новий |
| Стандарт | DIN 6921 |
| Тип різьби | Зовнішня |
- Ціна: 55,55 ₴
